I want to build a grain mill. That will let me buy base malt in bulk. It should also be a fun project becaus i have most of the tools neded to build it.
For the rolers the plan is to use sections of 3" steel pipe. I can turn webs out of .250 plate on the lathe or have Tbag run them in the cnc. then tig weld the pipes with the webs and a 1/2 drive shaft. Then turn in the lathe and true up the surface of the tubes. If neaded I can knurl the rollers to help pull the grain through.
- 3" steel pipe 1' 7972K122
- 1/2" id 1.125 od 3/8 w bering 6384K49 7.83 each
- 4575N5 3/8 mounted bering 10$ food safe
- or 1434K6 1/2" mounted 10$ steel
Roller Speed: form this I should target 8~13 fps or 480 to 780 sfm. Using a milling calulator with a 3.5" dia roller that comes out to 524rpm to 850 rpm.
| motor rpm | low range | high range |
| 1725 | 3.3:1 | 2:1 |
| 3450 | 6.6:1 | 4:1 |
Update - 6/2012
Made some changes due to materals, I found a lenth of 2.5" sprinkler stand pipe. I'm sure is was removed form service due to the fact that one side of the ID has ben rusted thru on one end. To make the rollers First the pipe, 5/8 stresproof and 3/16" A38 plate were rough cut. The plate was cut with a plasma torch. Next the axels were center drilled and turned on the lathe. The bering journlas were left 0.040" oversized to be finished turned after welding.
The plate was drilled and boared on the lathe. They were torch cut large enough so that they could be held in a three jaw chuck and drilled. The fit between the axels and plate is pretty tight to help keep the parts square during welding.
The plate is welded onto the axle and then turned so that they just fit the ID of the sprinkler pipe. The pipe is a welded seam construction so there is a seam on the inside of the pipe that a file made quick work of.
Next the pipe is welded to the plate. I only put three decent spots welds per side to keep the minimum amount of heat to the part. After all the selding is done and the part is cooled, It's batch to the lathe to clean up the edges and face of the pipe. Last is to finish turn the bering journals.
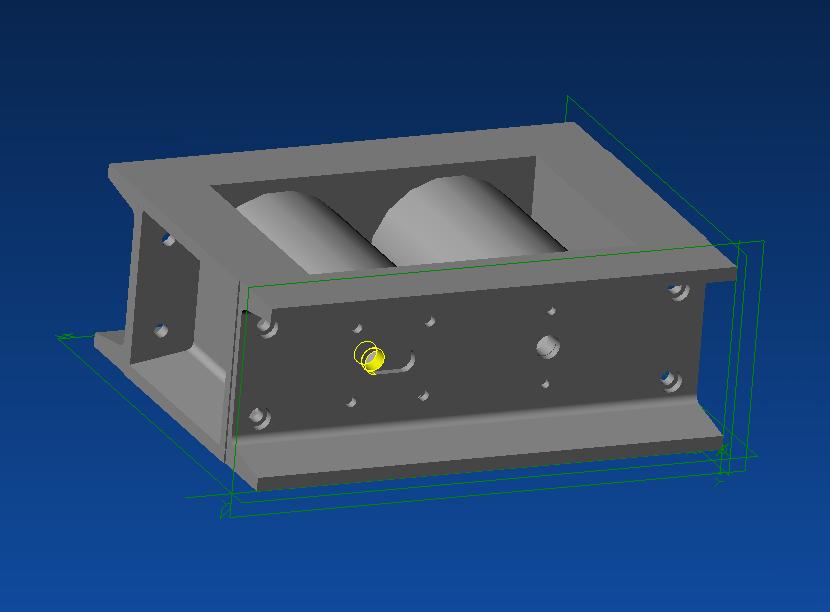
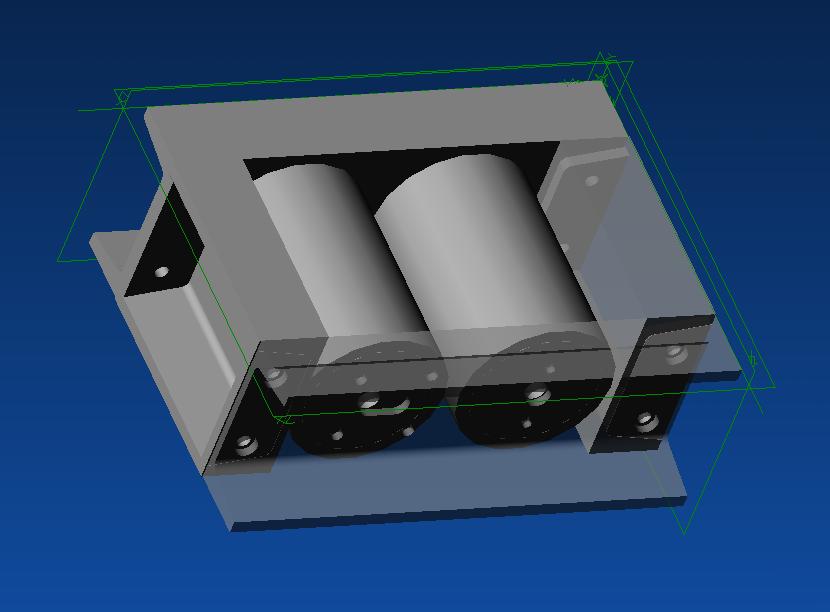
Here is some pictuers of the progrss I have made. So far the idler roller is complete.


Update - 10/2012
I had a part that was turn "on the centers" so I spend some time and got the drive roller is ready to weld. In an effor to finnish the porject sooner rather that later my plan is now to start with a version that is not ajustable. If the "default" 0.035" spacing don't work I can mod the sides to be ajustable.
So far the rollers are 2.355" in diameter. Using the math above I need to turn them 779 rpm to 1265 rpm. Since I am using sleve berings (bushings) i'm goin to shoot for the low end.